立體倉庫主要通過檢測、信息識別、控制、通信、監(jiān)控調(diào)度、大屏顯示及計算機管理等裝置組成。完成倉庫各設(shè)備連接無線化,可大幅減少網(wǎng)線布防成本,縮短生產(chǎn)線調(diào)度時間,實現(xiàn)汽車裝配生產(chǎn)線的柔性生產(chǎn),提高汽車裝配生產(chǎn)的自動化水平。

比如,工廠裝配車間的立庫分為樓上樓下2個生產(chǎn)物流區(qū),通過一條傳送帶由下往上運送物料,傳送帶上有17個托盤,每個托盤分別帶有識別感應(yīng)開關(guān),分揀物料由人工來完成。由于傳送帶運送物料為持續(xù)移動裝置,不方便布線,因此采用無線方式來實現(xiàn)就地控制柜與傳輸皮帶上17個托盤之間的在線通訊要求,實現(xiàn)物料入庫分揀可視化的柔性運輸流程,從而提高工廠的物料出入庫效率。
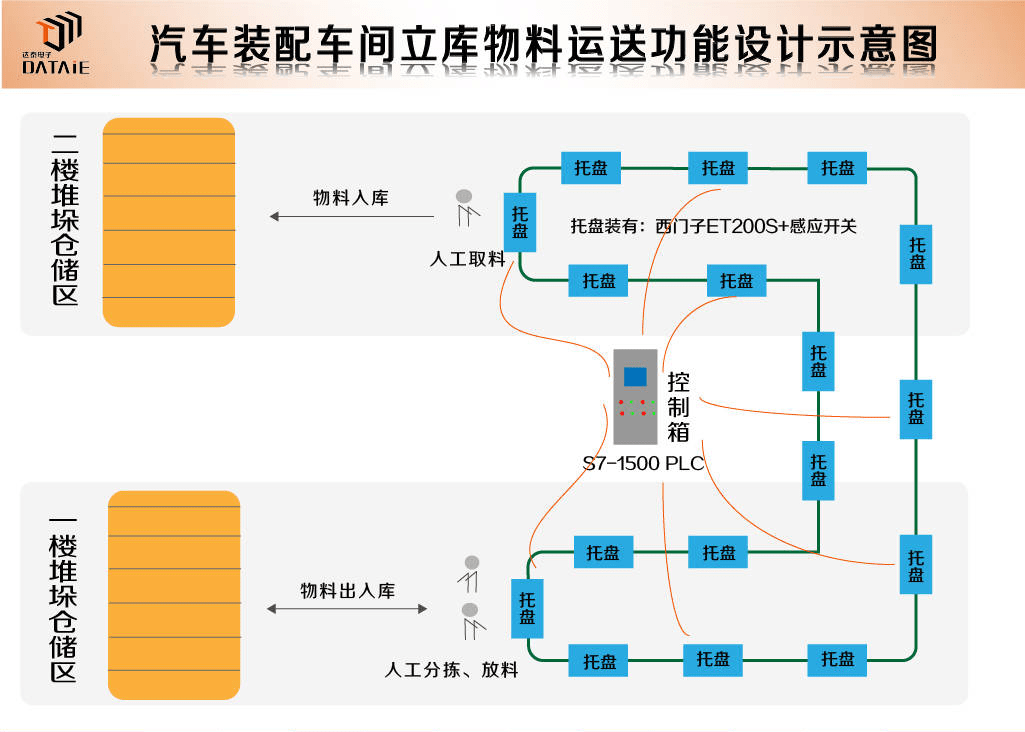
設(shè)計要求:
1.托盤是隨傳送帶運動的一體化裝置,每個托盤分別裝有一塊ET200S西門子I/O模塊及傳感器,用來判斷托盤在特定位置的狀態(tài)。
2.控制柜端S7-1500PLC控制傳送帶運行。
3.控制柜端S7-1500PLC可以分別和17個目標(biāo)托盤實現(xiàn)數(shù)據(jù)交互,實時監(jiān)測各托盤狀態(tài),實現(xiàn)1主17從組網(wǎng)無線通訊。
4.當(dāng)托盤上的感應(yīng)裝置檢測到達目標(biāo)區(qū)域位置時,打開托盤,檢測到人工取走物料后關(guān)閉托盤。
5.當(dāng)托盤感應(yīng)裝置檢測到異常情況,隨即將信號發(fā)送給控制柜S7-1500PLC,從而控制傳送帶停止運行。
6.控制柜、傳送帶托盤距離50米-100米左右不等的距離,中間有料架或工位等隔檔物。
無線解決方案:
這一套無線系統(tǒng)需要滿足兩個要求:保障各個托盤不論移動到哪里,都能夠與距離100米左右的控制柜實現(xiàn)數(shù)據(jù)穩(wěn)定交互;保障控制柜的指令處理能力及速度,不受從站設(shè)備數(shù)量增減的影響。以及在多臺無線設(shè)備同時同區(qū)域工作時,不會出現(xiàn)互相干擾的情況。
考慮上述因素,可使用18塊西門子PLC無線通訊終端DTD418MB,通過Rj45接口在Profinet協(xié)議下,完成控制柜內(nèi)S7-1500 PLC與傳送帶托盤ET200S的無線數(shù)據(jù)交互工作。
無線通訊方案示意圖 ▼
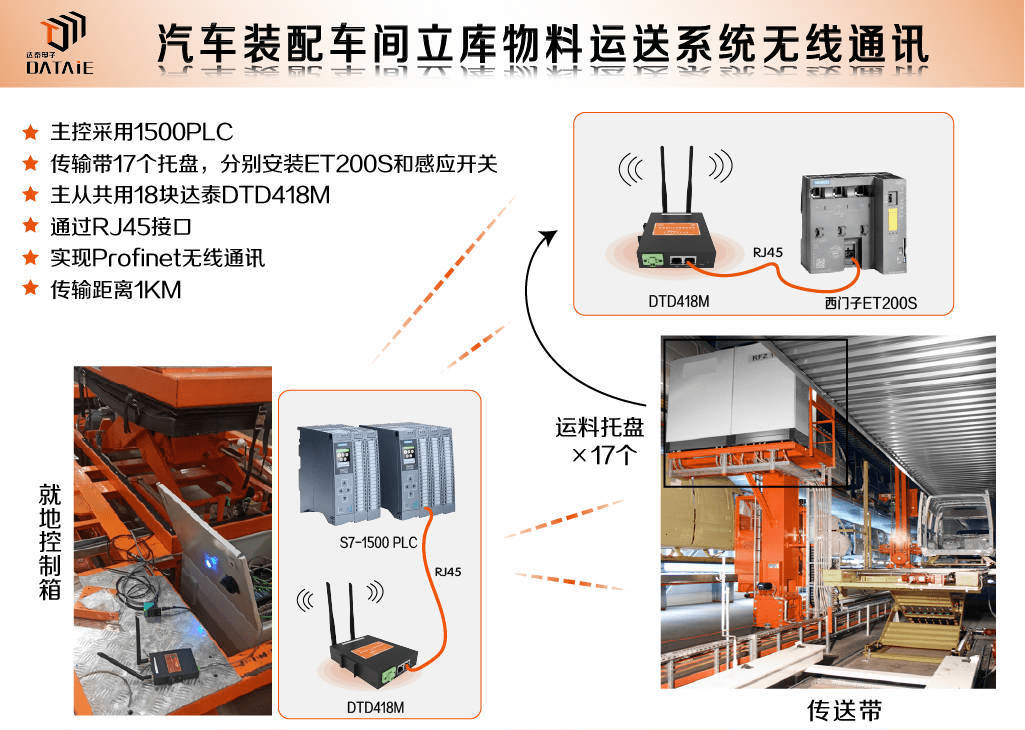
在控制柜S7-1500PLC及17個托盤的ET200S西門子I/O模塊端分別安裝一塊達泰DTD418MB西門子PLC無線通訊終端,即可以實現(xiàn)控制柜與17個托盤之間物料運送信息無線傳輸。控制柜1500PLC實時檢測接收到17個托盤中每個托盤在特定位置是否開關(guān)托盤,人工取走物料,完成送料任務(wù);當(dāng)托盤檢測到異常信息發(fā)送給控制柜,控制柜根據(jù)異常情況判斷是否繼續(xù)進行送料或立即執(zhí)行停止傳送帶運行。
無線方案優(yōu)勢:
物料運送可視化,提高生產(chǎn)效率:實時監(jiān)控物料運送狀態(tài)、優(yōu)化物料流程,提升整體物料運送入庫作業(yè)效率。
多個無線通訊終端同時使用,互不干擾:無線通訊終端的內(nèi)部程序已將主、從設(shè)備區(qū)別開。從站設(shè)備之間地址不同,相同頻段下也不會出現(xiàn)設(shè)備互相干擾的狀況。
高速方案設(shè)定,自動化指令響應(yīng):采用Profinet高速協(xié)議,系統(tǒng)設(shè)定邏輯自動判定,迅速響應(yīng)處理不同從站指令。
安裝簡便,接線即用:可以直接代替有線以太網(wǎng)線,兼容主流PLC通訊協(xié)議。通電接線即可使用,不需要編程,電工就可以安裝。
獨立組網(wǎng),無運行費用:該設(shè)備采用全數(shù)字無線加密傳輸方式,不依賴云平臺或廠區(qū)局域網(wǎng)搭建,屬于無線自組網(wǎng)通訊方式,后期無運行費用。
 滬公網(wǎng)安備31010802001143號
滬公網(wǎng)安備31010802001143號

