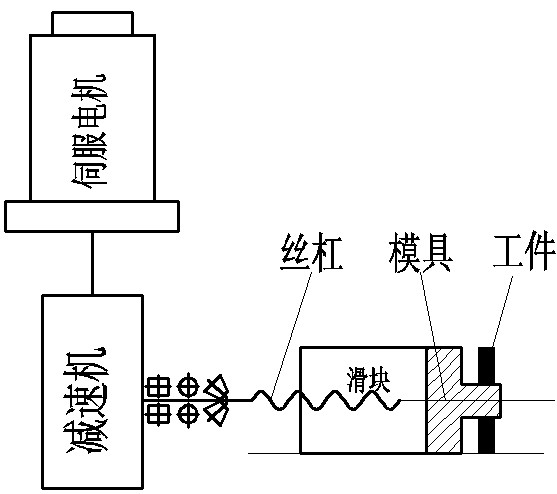
伺服電機驅動滑塊加工工件,加工過程中工件卡死,如何讓伺服知道并停下來? 加工一個工件,如下圖所示,設備采用伺服進給,因為要預先設定進給量,伺服采用位置控制模式。伺服系統(tǒng)全部采用三菱的,花了有大幾萬,伺服驅動器采用MR-J3-700A,伺服電機采用HF-SP702B。功率7Kw。(第一次做這臺設備,選大了點)
正常加工時是不會出現(xiàn)工件卡死等緊急情況的,但是有時候加工工藝參數(shù)不對,導致工件在加工過程中卡死。但是伺服還要按照預先設定的參數(shù)走完,這時候卡死的工件阻礙伺服進給,使伺服轉矩增大,但是我在做這個設備的時候,伺服額定扭矩選的過大,沒有到達伺服極限扭矩,伺服繼續(xù)進給,可能會對工件、模具、設備和傳動系統(tǒng)造成損壞。
請問如何能夠避免這個情況,上次咨詢一個工程師,他說采用傳感器監(jiān)控工件加工情況,形成閉環(huán),但是沒有找到合適的傳感器,而且設備上沒有預留安裝傳感器的位置。請問能否用其他的辦法?我的想法是:
1、能否設置伺服的轉矩保護,在伺服驅動器中設置關于轉矩的參數(shù)。使得一旦工件卡死,伺服輸出轉矩超過驅動器中設定的轉矩,伺服自動停止。不知道伺服里面有沒有這樣的功能。
2、提起模擬量監(jiān)視輸出MOD1,做反饋,但是有些工程師說模擬量監(jiān)視輸出值不是太準確,而且不知道硬件上從伺服驅動器到PLC如何連線。
最好能采用第一種方案,這樣只需要設置伺服參數(shù),而不需要改變硬件。
由于滑塊的位移和速度是加工過程中兩個重要的工藝參數(shù),現(xiàn)在要精確控制滑塊的位移量和速度。我采用的是位置+速度控制模式。
剛從其他工程師咨詢了一下:有三種觀點,
一種認為:要通過伺服電機的扭矩控制模式,但是伺服控制模式PA01里面只有位置、速度、轉矩、位置+速度,速度+轉矩,轉矩+位置共六種,沒有這種速度+位置+轉矩控制模式。
另一種認為:可以設置PA11:正轉轉矩限制,PA12:反轉轉矩限制。在位置+速度控制模式下,不管定位完成沒有,只要超過設定的扭矩,伺服就會報警停下來。如果是這樣的話就好了。
第三種(三菱客服)認為:力矩限制是要超過伺服的額定轉矩的300%才能發(fā)出50號報警,并使伺服停止。由于是第一臺設備,我選的伺服型號大了,也就是說出現(xiàn)了故障,伺服還沒超過額定轉矩,伺服也不會停下來。
上面三種觀點也不知道孰對孰錯,第一次弄這么大功率的伺服,不敢隨便實驗調試,我也不想改變現(xiàn)有硬件,最好是能改變伺服參數(shù)設置來實現(xiàn)功能,我還是想先咨詢一下你們有經(jīng)驗的工程師再做決定。
還請版主和各位壇友給予指點,在此表示感謝!!
[ 此帖被wxk8000在2013-07-10 16:54重新編輯 ]
 滬公網(wǎng)安備31010802001143號
滬公網(wǎng)安備31010802001143號

