工業(yè)行業(yè)生產(chǎn)設(shè)備的各種通訊方式中,RS485無線傳輸是較為常見的一種,因其接口簡單,組網(wǎng)方便,傳輸距離遠(yuǎn)而得到廣泛應(yīng)用。
RS485采用半雙工通訊方式,要實(shí)現(xiàn)RS485無線傳輸,我們使用的無線通訊設(shè)備必須自識(shí)別RS485接口,完全兼容并自適應(yīng)配套設(shè)備的串口協(xié)議。在RS485通信網(wǎng)絡(luò)中一般采用主從通信方式,即一個(gè)主站帶多個(gè)從站,從站地址唯一。
一般在工業(yè)生產(chǎn)中使用的具備RS485接口的設(shè)備主要包括觸摸屏、人機(jī)界面、PLC等。針對(duì)幾種設(shè)備簡單講解一下RS485無線傳輸?shù)木唧w實(shí)現(xiàn)方法。
場景一、上位機(jī)軟件的RS485無線傳輸
化工廠配電室室溫及循環(huán)水液位無線監(jiān)控系統(tǒng)
廠內(nèi)需要把變電所、循環(huán)水站、電磁站、四期變電所共四個(gè)區(qū)域的4-20mA信號(hào)以及設(shè)備工作狀態(tài)和遠(yuǎn)程控制等信號(hào),通過無線測控設(shè)備發(fā)送到數(shù)百米遠(yuǎn)的電腦上。
廠區(qū)從站分別安裝無線通訊終端將開關(guān)量、模擬量采集后分別傳輸?shù)街髡倦娔X端,并由串口傳入組態(tài)界面顯示數(shù)據(jù)。

場景二、觸摸屏的RS485無線傳輸
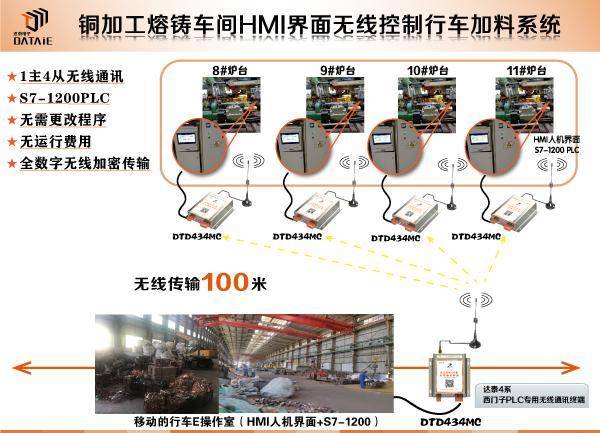
銅加工熔鑄車間HMI界面無線控制行車加料系統(tǒng)
熔鑄車間在行車E操作室及四個(gè)爐臺(tái)的1200PLC端分別安裝一塊DTD434MC,即可以實(shí)現(xiàn)操作室與4個(gè)爐臺(tái)之間加料信息相互傳輸,行車E操作室接收到四個(gè)爐臺(tái)中指定爐臺(tái)的請求加料信息完成加料,同時(shí)反饋成功加料信息給該爐臺(tái)。
場景三、PLC的RS485無線傳輸
鋼鐵廠原料場煤堆噴霧降塵無線控制方案
原料場共有6個(gè)料條,每個(gè)料條的長度約為900米左右,料條的兩側(cè)均布置了噴灑水槍頭,每間隔40米布置一個(gè)噴灑水槍頭,即約每個(gè)料條兩側(cè)各布置23個(gè)噴淋槍頭,共46個(gè)。
故采用1主46從的方式來無線控制每個(gè)料條上煤堆的噴霧降塵的工作。1個(gè)smart200PLC控制2個(gè)料條,PLC擴(kuò)展1個(gè)485口,即每個(gè)smart200PLC有2個(gè)485接口分別安裝一塊DTD434MC,每個(gè)485口連接46個(gè)接觸器(即1個(gè)485口控制一個(gè)料條)作為發(fā)射端,將PLC下發(fā)到接觸器的開關(guān)量信號(hào)無線傳輸?shù)浇邮斩?噴灑水槍頭端),每個(gè)噴灑水槍頭端分別安裝一塊DTD433HCY小箱子(注:這里選擇箱體是因?yàn)槊憾逊蹓m大,且在噴頭下需要防水防塵的考慮)來控制箱體內(nèi)電磁閥的開關(guān),完成PLC無線控制噴灑水槍頭給煤堆降塵的工作。

 滬公網(wǎng)安備31010802001143號(hào)
滬公網(wǎng)安備31010802001143號(hào)

