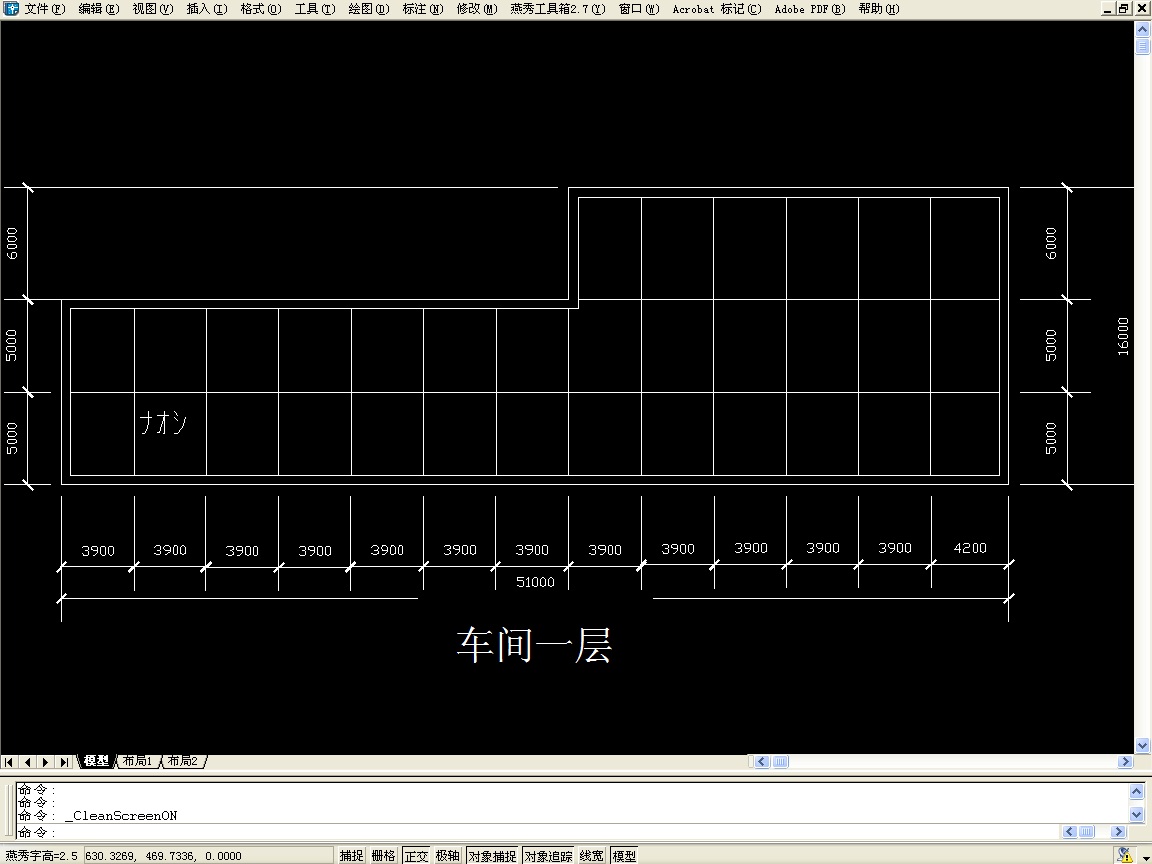
描述:車間一層
圖片:
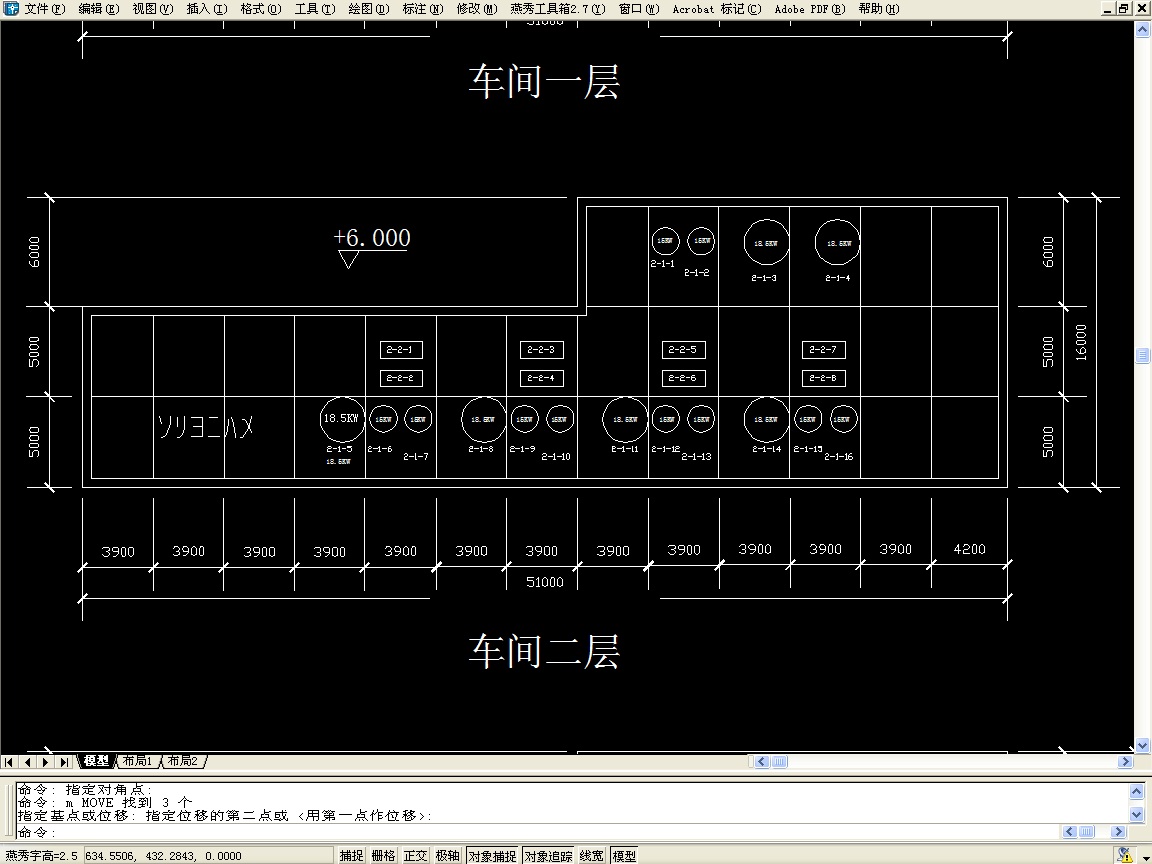
描述:車間二層
圖片:
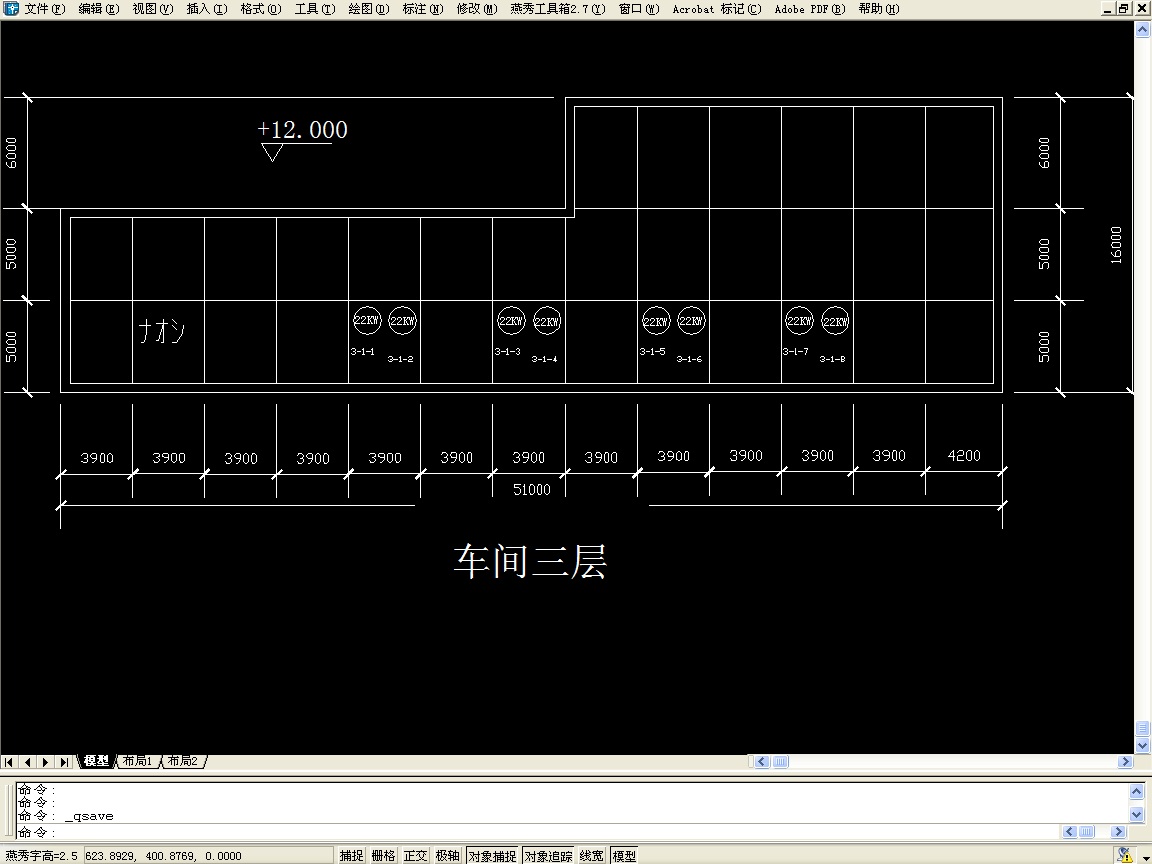
描述:車間三層
圖片:
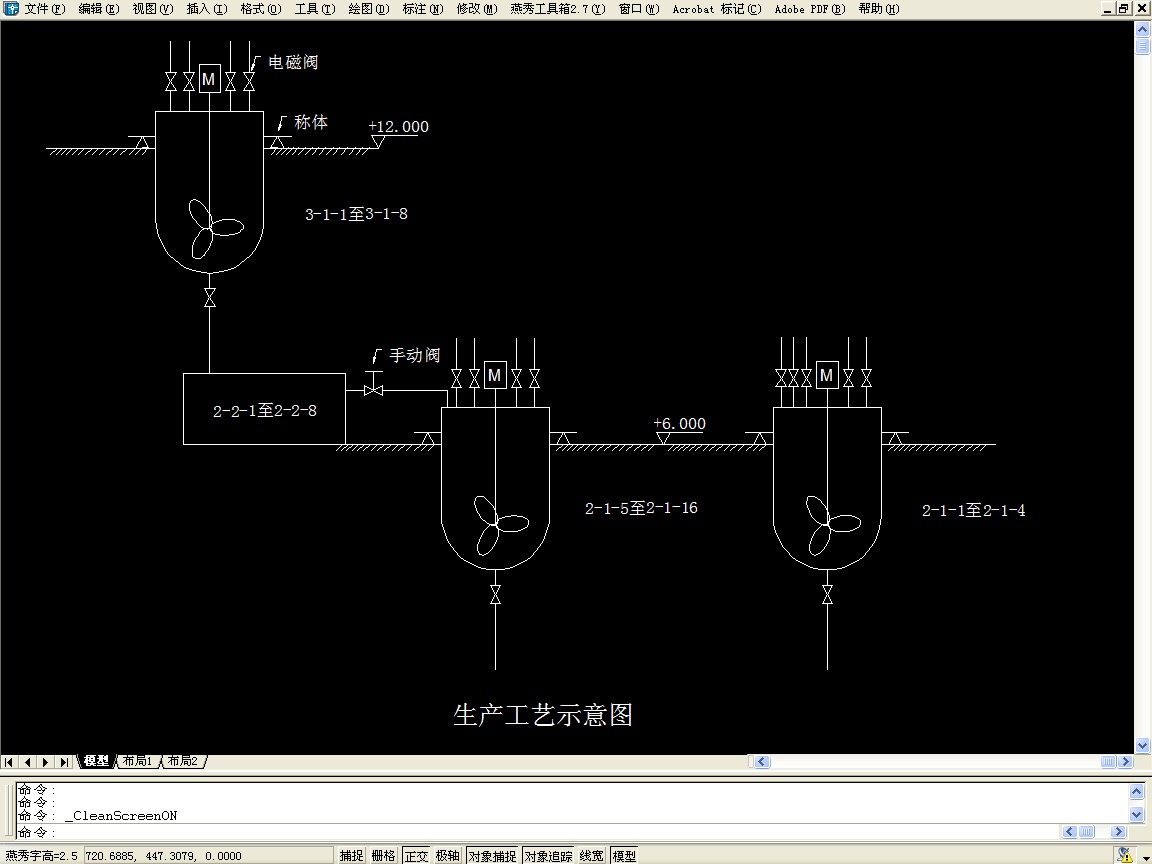
描述:生產(chǎn)工藝流程圖
圖片:
有一涂料生產(chǎn)企業(yè)新建一個(gè)色漆車間,要求設(shè)計(jì)一套色漆生產(chǎn)控制系統(tǒng),具體要求如下:
1、一個(gè)三層的色漆車間,車間長51m,寬16m。一層放置配套設(shè)備無需控制。
2、二層共16只調(diào)漆釜,調(diào)漆釜編號2-1-1到2-1-16,都要求稱重,重量要能在現(xiàn)場顯示。其中編號2-1-1到2-1-4的4只釜還要求溫度采集,并通過溫度控制冷卻水的注入,采用一機(jī)缸變頻攪拌方式,5種自動(dòng)配料(含冷卻水)。其余12只釜采用一機(jī)一缸變頻攪拌方式,4種自動(dòng)配料。
4、三層共8只調(diào)漆釜,調(diào)漆釜編號3-1-1到3-1-8,都要求稱重,重量要能在現(xiàn)場顯示,采用一機(jī)一缸變頻攪拌方式,4種自動(dòng)配料。
5、控制室位于二層,客戶要求除了在現(xiàn)場能對變頻攪拌進(jìn)行控制外,控制室也可以對各變頻攪拌進(jìn)行控制,同時(shí)通過上位機(jī)進(jìn)行配方的設(shè)定、下載,并能監(jiān)控生產(chǎn)流程。由于控制的釜較多,而分布于二、三兩層,客戶希望用兩臺上位機(jī)。
6、一層和三層各有一個(gè)配電間,一層為總配電間為一、二層供電;三層為三層供電,但三層的總電源由一層配電間引入。
7、整個(gè)生產(chǎn)流程為,三層的各個(gè)調(diào)漆釜根據(jù)設(shè)定好的配方自動(dòng)投料,投料完畢后在人工確認(rèn)的情況下可以啟動(dòng)攪拌電機(jī),停止攪拌電機(jī)同樣要人工確認(rèn)。在人工確認(rèn)的情況下可以打開放料閥進(jìn)行放料。
三層的料放入二層的砂磨機(jī)中,砂磨機(jī)編號2-2-1到2-2-8,砂磨機(jī)編號與三層調(diào)漆釜編號一一對應(yīng)。二層各個(gè)調(diào)漆釜根據(jù)設(shè)定好的配方自動(dòng)投料,投料完畢后在人工確認(rèn)的情況下可以啟動(dòng)攪拌電機(jī),停止攪拌電機(jī)同樣要人工確認(rèn)。在人工確認(rèn)的情況下可以打開放料閥進(jìn)行放料。砂磨好的料采用人工手動(dòng)的方式投入編號為2-1-5到2-1-16的釜中,無需自動(dòng)控制。
稱重傳感器、閥門、電機(jī)都有客戶提供,系統(tǒng)中主要控制設(shè)備采用西門子,其他輔助設(shè)備可由設(shè)計(jì)人員自行選定。
考試要求:
1、按照以上要求設(shè)計(jì)一套色漆生產(chǎn)的控制系統(tǒng)。
2、畫出系統(tǒng)方案的系統(tǒng)配置圖。
3、選用設(shè)備,列出所需設(shè)備規(guī)格型號及數(shù)量,同時(shí)算出購買設(shè)備的總價(jià)。
4、能介紹所設(shè)計(jì)系統(tǒng)的控制過程,寫出本系統(tǒng)方案的特點(diǎn)。
5、設(shè)計(jì)方案的編寫要考慮到控制系統(tǒng)的穩(wěn)定可靠、安裝敷設(shè)的方便、維修保養(yǎng)的方便,以及以后設(shè)備的更新和升級,價(jià)格低廉。
 滬公網(wǎng)安備31010802001143號
滬公網(wǎng)安備31010802001143號

